
Guest Blog by Dr. Peter Witt, Research Team Leader CFD, CSIRO Minerals
CSIRO is Australia's National Research agency. We are setup to work on scientific and technical challenges of interest to Australia, from manufacturing, energy, health, oceans, climate. CSIRO Mineral Resources is one of the largest mineral resources research and development groups in the world, with a broad interest in industrial applications covering energy, oil and gas, mineral processing, pyrometallurgy and hydrometallurgy. Our core expertise is in multiphase flows with complex physics and multiphysics and our group has been using Ansys CFD software for over 30 years.
Areas we have worked in include flotation cells, aluminium reduction cells, stirred vessels, thickeners, slurry vessels with gas sparging, electrowinning, and flash smelters. In this blog, we will look at some of the work we've done in recent years, covering flotation cells, aluminium reduction cells, fluidisation, and a dry slag granulator. We also have access to an extensive fluid dynamics experimental laboratory for both small scale and large-scale experiments.
Dry Slag Granulator:
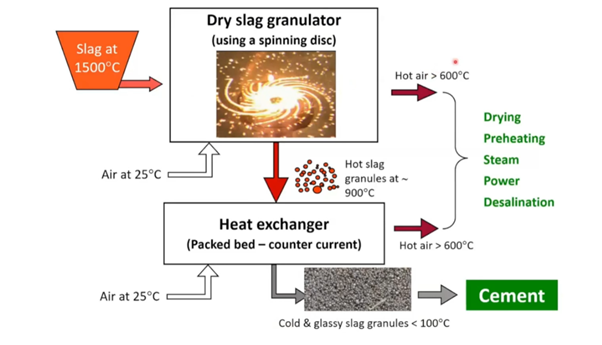
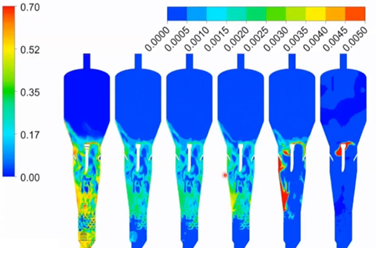
CSIRO has been developing a dry slag granulator to convert molten slag from a blast furnace into glassy granules. Molten slag is discharged from blast furnaces at about 1500 degrees, so there's a huge amount of energy that's essentially vented to the atmosphere. When wet granulation is used, the process uses large amounts of water and can also produce H2S and cause acid mist which is an environmental problem.

The new dry slag granulator will enable capture of some of the heat currently lost and will produce granules that can be a used for cement production. Molten slag (at 1500 degrees straight out of the blast furnace) is poured onto a spinning disc, this breaks the slag film into a number of small droplets, that are cooled to form granules and finally collected. These granules can then be crushed, ground and used as filler in cement. We discuss the technical CFD challenges of modelling this process in this video clip:
Fluidised Bed Coker:
Our group has done extensive work in CFD modelling of fluidised beds over many years. This work discusses modelling of a cold fluidised bed which acts as a baseline model. It's a small-scale model of about a 300mm diameter in the reactor section. In the industrial process bitumen and steam are feed through over 100 nozzles, into a bed of hot coke fluidised by steam. The bitumen enters and reacts with the steam, producing vapor which is taken off and condensed to produce crude oil, some of the remaining carbon reacts to produce coke particles that form the bed.
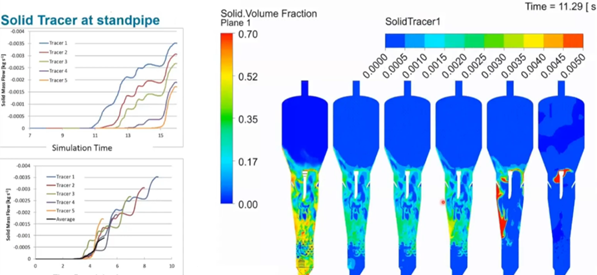
Heat to drive the reaction is produced by burning some of the coke in a large burner. Modelling challenges are presented including the need to deal with 92 feed nozzles, plus 20 attrition nozzles – imagine meshing and resolving all of these nozzles! The solution we arrived at used source terms for all these nozzles. Watch the full recording here where we describe our modelling approach:
Aluminium reduction cells:
Aluminium reduction cells are another area where our team has done a great deal of work. In this example, we describe work that was performed for Hydro Aluminium in Norway in conjunction with SINTEF. In these installations, there would typically be up to 100 cells all connected in series, with between 10 and 20 anode pairs in each cell. In these cells, you can appreciate the multiphysics nature of the modelling required when you consider we are dealing with high temperatures (approx. 960 deg C), high electric currents (150,000 to 600,000 amps) and strong magnetic fields.
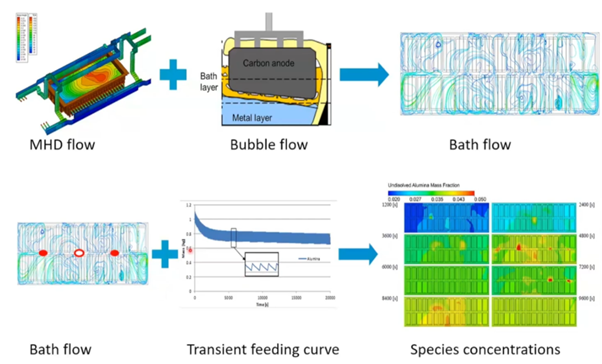
Interaction of the strong magnetic field and electrical current produce strong Lorentz forces that act on both the electrolyte bath and the molten aluminium layer underneath. Most of the action is happening within a small 40mm gap, where you have CO2 bubbles being produced by the electrolysis reaction in the gap. The high currents produce Joule heating, so you’re dealing with a very high temperature that results in thermal expansion and large amounts of stress. Then we must also account for gas bubbles that drive the flow of electrolyte, dissolution of alumina powder, and chemical reactions within the bath. The work is described in more detail in this video clip:
Flotation cells:
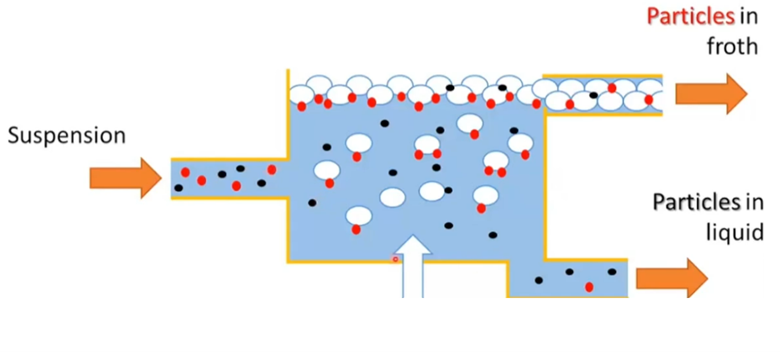
Lastly, let’s look at flotation, probably one of the most important processes in mineral processing and an area where our group has done significant work. Flotation is a process for separating valuable mineral particles from gangue in a slurry stream based on the ability of sparged air bubbles to selectively adhere to specific mineral surfaces in a slurry. After being mined, ores are typically ground to fine particles and made into a slurry. By controlling chemistry of the slurry or pulp phase valuable mineral particles can be made hydrophobic and will then attach to gas bubbles, that are sparged into the cell. Then the bubbles, with valuable mineral particles attached, will float to the surface, where they can more be removed in the froth.
Our CFD work has involved large flotation cells up to 150 cubic metres using population balance models that have been validated using detailed flow measurements in our 1.4m laboratory cell:
CSIRO Minerals is currently looking for an experienced CFD modeller to join their Computational Fluid Dynamics modelling team. If you have a relevant PhD and extensive experience in multi-phase CFD modelling, and aspire to work on challenging projects involving mineral processing, energy and metal production (for both external clients and in collaboration with CSIRO’s internal research teams), you can apply via this link.



